Деионизация воды для защиты от коррозии систем отопления

Опубликовано: 06 июля 2018 г.
1026
Ханс-Юрген Ведемейер (Hans-Jürgen Wedemeyer), менеджер по техническому маркетингу в бизнес-подразделении технологий очистки жидкостей (Liquid Purification Technologies) концерна Lanxess
Особенности подготовки воды для контуров теплообмена с помощью ионообменника смешанного типа в целях надежной защиты от коррозии.
Сегодня в радиаторах и трубах систем отопления уже не циркулирует темная, мутная жидкость, во всяком случае, – в современных водонагревательных системах с мощными компактными бойлерами, оптимизированными для обеспечения высокой энергоэффективности. Свойства воды играют ключевую роль в том, как долго оборудование для отопления будет работать эффективно и без ошибок, не требуя при этом высоких затрат на обслуживание в долгосрочной перспективе.
Особенно важно учитывать два следующих свойства воды: жесткость и способность вызывать коррозию металлов.
Жесткость воды определяется, главным образом, содержанием в ней солей кальция и магния, которые и способствуют тенденции к образованию накипи, особенно в элементах, осуществляющих нагрев воды, например, в первичных теплообменниках. Образование накипи значительно ухудшает передачу тепла из-за плохой теплопроводности известняка (примерно 2,2 Вт/мК в сравнении с 401 Вт/мК для чистой меди) и постепенного уменьшения сечений труб , а стало быть, и снижения скорости течения жидкости – из-за образующихся отложений.
Металлические детали системы отопления, находящиеся в контакте с водой, подвержены коррозии. Электропроводность и, очевидно, кислотность, играют важную роль в тенденции к образованию коррозии (1).
Еще одним важным фактором, осложняющим работу подобных современных систем отопления, является то, что в них нередко используют компоненты, созданные из различных металлов и сплавов. Помимо традиционного чугуна и меди, сегодня все чаще используется алюминий, который требует более технологичной защиты от коррозии. Алюминий подвержен воздействию как кислых, так и щелочных сред, и имеет относительно узкий диапазон значений pH в котором металл остается в пассивном состоянии (2).
Что эффективнее – умягчение или деионизация?
Умягчение воды (3, 4), используемой для первоначальной заправки системы и для подпитки, способно противодействовать образованию накипи. Обычно умягчение достигается за счет ионного обмена, который подразумевает использование сильнокислотных катионообменных смол, позволяющих заменить ионы кальция и магния в исходной воде ионами натрия. Соли натрия растворяются в воде намного лучше и не выпадают в осадок даже при изменении температуры раствора. Электропроводность воды и баланс pH остаются более или менее постоянными в течение всего ионообменного процесса, так как общая концентрация растворенных ионов не меняется.
В случае деионизации ситуация выглядит совсем иначе. В частности, катионы щелочных и щелочноземельных металлов в исходной воде заменяются протонами, а анионы (главным образом, гидрокарбонаты, а также хлориды, сультфаты и нитраты) – гидроксильными ионами (OH-). Недиссоциированные молекулы воды образуются из протонов и гидроксильных OH- ионов, а это означает, что проводимость воды снижается по мере деионизации. В частности, можно добиться конечной электропроводимости на уровне ниже 1 µСм/см – уровня, при котором даже при наличии кислорода окислительно-восстановительные реакции коррозии практически полностью останавливаются. Для специального применения, в том числе в электронной промышленности и для фармацевтических нужд, можно получать ультрачистую воду со значительно меньшей проводимостью – на уровне всего 0,05-0,1 µСм/см.
Полная деионизация, зачастую совмещенная с постобработкой воды с помощью аминов или гидразина для повышения щелочности, что также ингибирует коррозию, широко используется для воды, подвергаемой нагреву, а также для воды, используемой в водно-паровых контурах электростанций. Однако применение ингибиторов коррозии требует тщательных измерений и регулярного или даже постоянного мониторинга их концентрации. Подобный мониторинг невозможно осуществить с должной точностью и экономической эффективностью, во всяком случае, в системах отопления. Более того, подобная подготовка воды требует особых процедур с точки зрения экологического законодательства, например, в отношении ее утилизации.
Таким образом, в большинстве случаев предпочтительнее использовать другие меры для соблюдения уровня pH, необходимого для оптимальной защиты металлических деталей. В этой связи, соответствующие стандарты рекомендуют (5), чтобы уровень pH находился в диапазоне от 8,2 до 9,5, или от 8,2 до 8,5 в случае, если используются детали из алюминия.
Грамотная деионизация
С технической точки зрения, самый простой способ деионизации заключается в ионном обмене с помощью ионообменников смешанного типа, состоящих из смеси катионо- и анионообменных смол и образующих систему фильтрации, через которую вода протекает в контейнере цилиндрической формы. Зачастую используемая сырая вода обладает проводимостью на уровне приблизительно 500 µСм/см. Однако, как и степень жесткости воды, эта величина может заметно изменяться (от 250 до 2100 µСм/см) в зависимости от региона.
Рис. 1. Изменение проводимости и уровня pH в ходе обессоливания воды с помощью готовой смеси, состоящей на 55% из катионита и на 45% из анионита
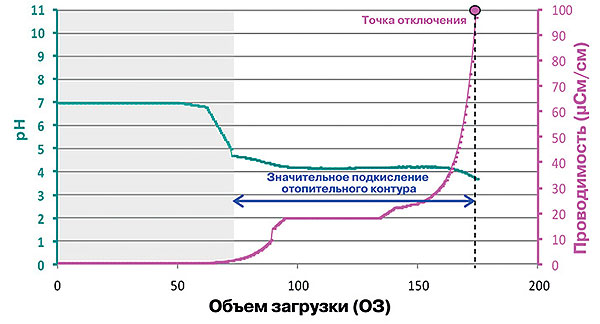
Не существует универсальных готовых смесей ионообменных смол и универсального соотношения компонентов. Это можно продемонстрировать на примере коммерчески доступных фильтров смешанного типа, состоящих на 55% из сильнокислой катионообменной смолы и на 45% из сильнощелочной анионообменной смолы. Мы использовали подобную смесь для обработки сырой воды с солесодержанием 5,3 мг-экв/л, карбонатной жесткостью 2,5 мг-экв/л и электрической проводимостью приблизительно 500 µСм/см. Первоначально (рис. 1) – при пропуске через смесь воды в количестве приблизительно до 70 объемов загрузки (OЗ) – достигаются весьма неплохие результаты (проводимость <5 µСм/см). Однако после этого количества ранее находившиеся в связанном состоянии гидрокарбонаты постепенно освобождаются из теперь уже отработанной анионообменной смолы, в результате чего в фильтрате появляется угольная кислота. Наконец, при пропуске более 130 объемов загрузки анионы с более прочными связями, например, хлориды, сульфаты и нитраты, также высвобождаются и реагируют с протонами, образуя агрессивные минеральные кислоты еще задолго до того, как проводимость увеличится до 100 µСм/см. Зачастую это значение рекомендуется в качестве точки отключения ионообменных фильтров.
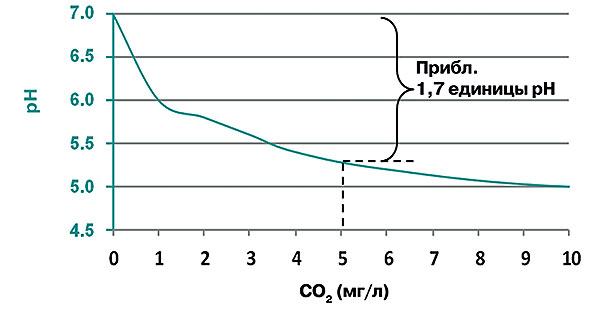
Значения pH, определенные при проводимости менее 5 µСм/см (серая зона на рис. 1) не позволяют хоть сколько-нибудь реалистично оценить концентрацию протонов и, следовательно, кислотность среды, поскольку такая проводимость ниже минимального уровня, требуемого стандартными методиками измерения уровня pH для получения надежных значений. Измерение проводимости, с другой стороны, позволяет получить надежную информацию о степени деионизации в течение всего периода эксплуатации. Более того, измерения уровня pH в открытых емкостях будут весьма неточными, поскольку, например, даже небольшие количества углекислого газа, которые могут попасть в образец вследствие контакта с окружающим воздухом, приведут к значительным искажениям результатов измерений. Даже 5мг CO2, что эквивалентно примерно 2,5 мл газа, растворенным в литре деминерализованной воды, при точных измерениях, осуществляемых для целей контроля, привели к сдвигу pH примерно на 1,7 единиц в кислую область (рис. 2).
Рис. 2. Влияние концентрации углекислого газа (CO2) в деминерализованной воде на значение pH
Только значения, полученные при более высокой проводимости обеспечивают реалистичную картину и свидетельствуют о существенном снижении уровня pH – до значений ниже 4. Таким образом, стандартный метод деионизации с использованием ионообменного фильтра смешанного типа, подобного этому, приведет к тому, что соответствующая система отопления будет подвержена существенному риску коррозии.
Оптимальная емкость ионообменной смолы
Поскольку общая обменная емкость и используемая емкость анионита всегда меньше, чем у катионита, концерн Lanxess разработал новую готовую смесь Lewatit NM 3367, которая специально предназначена для подобных проектов обессоливания. Две трети этой смеси составляет сильноосновный анионит, при этом благодаря особому процессу регенерации степень конверсии анионита в рабочую OH форму не менее чем 90%. Достичь подобной конверсии анионита возможно только в заводских условиях, в связи с этим мы не рекомендуем регенерировать эту смесь. Это приведет к значительным потерям в производительности при многократном использовании данной смеси.
В связи с высокой конверсией в OH форму, новая ионообменная смесь выдает увеличение проводимости после пропуска приблизительно 90 ОЗ (рис. 3), сырая вода с солесодержанием 5,3 мг-экв/л, карбонатная жесткость 2,5 мг-экв/л). Однако в отличие от ситуации, рассмотренной выше, это связано не со снижением уровня pH, а с постепенным его увеличением до 9,5 и более, до точки отключения фильтра при проводимости 100 µСм/см и количестве обработанной воды 120 ОЗ. Только после достижения точки отключения уровень pH вновь начинает падать, что обусловлено образованием кислот.
Рис. 3. Изменение проводимости и pH в ходе обессоливания воды с помощью Lewatit NM 3367
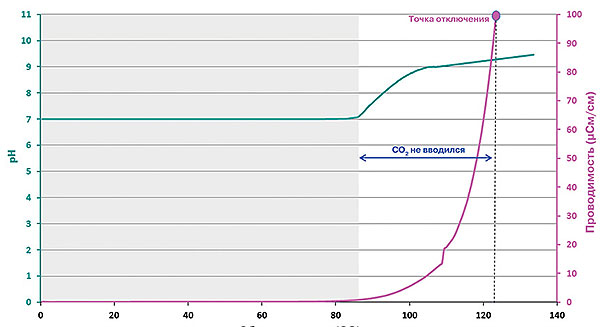
Если в системе отопления для пропуска воды используются алюминиевые детали, конечная точка должна быть установлена раньше, при достижении проводимости на уровне 5µСм/см, чтобы не превышать верхнюю границу pH на уровне 8,5. В данном случае, это соответствует пропуску воды в количестве приблизительно 100 ОЗ. Для других типов сырой воды, при использовании этой готовой смеси щелочной коррозии алюминия также наблюдаться не будет, если проводимость фильтрата станет не более 5 µСм/см.
Поскольку даже небольшие количества примесей способны привести к значительным изменениям уровня pH в глубокообессоленной воде, не обладающей свойством буферного раствора (как это было показано на примере растворения углекислого газа), мы считаем необходимым после изначальной заправки системы обессоленной водой использовать только обессоленную воду для последующей дозаправки.
Правильное обращение с фильтрами
Практически полная конверсия анионита в ОН форму в составе готовой смеси Lewatit NM 3367 способствует высокой обменной емкости, длительному сроку службы фильтра и, соответственно, высокой эффективности подобной системы. Однако перед началом эксплуатации необходимо убедиться в том, что данная готовая смесь не утратила своих исходных характеристик в ходе поставки и хранения на складе. Наши исследования показали, что реакция с углекислым газом, содержащимся в окружающей среде, приводит к ухудшению характеристик смеси. При взаимодействии с углекислым газом анионообменные группы переходят из ОН в карбонатную. В дальнейшем эти гидрокарбонаты выделяются из смолы в ходе ионообменного процесса и приводят к преждевременному образованию угольной кислоты и, стало быть, к подкислению фильтрата.
Наши измерения показали, что изменившиеся таким образом форма и характер кривых pH и проводимости фильтрата незначительно отличаются от кривых, представленных на рис. 1 на первоначальных этапах. Однако теперь проводимость фильтрата в 5 µСм/см достигается уже после обработки сырой воды в количестве всего лишь 60 ОЗ, что связано со снижением уровня pH и его уходом в кислую область. Это эквивалентно снижению емкости смолы примерно на 30% от исходной.
Чтобы не допустить подобного эффекта, необходимо ограничить контакт смолы с окружающим воздухом во время ее хранения и транспортировки. Упаковка со слоем алюминиевой фольги идеально подходит для существенного снижения диффузии углекислого газа через упаковку. Возможно использование и других материалов, или даже вакуумная упаковка смолы, но последний способ является наиболее дорогостоящим. Все эти подходы обеспечат сохранение исходной емкости смол, если период их хранения не превышает двух лет.
В течение нескольких дней после вскрытия смола должна быть помещена в герметичную, газонепроницаемую емкость – то есть либо в небольшие картриджи, либо в большие ионообменные колонны, чтобы таким образом предотвратить потерю ее свойств из-за реакции с углекислым газом, содержащимся в воздухе. Подобное обращение можно обеспечить, если использовать упаковку подходящего размера. На наш взгляд, идеальной является упаковка емкостью 12,5 и 25 л. В таких емкостях смолу можно легко полностью переместить непосредственно к стационарной емкости или мобильным ионообменным установкам.
Подводя итоги
Хотя умягчение воды, используемой для первоначальной заправки и последующей дозаправки систем отопления, является эффективным способом для предотвращения образования накипи в контурах отопления, необходимы дополнительные меры для защиты систем, в частности, от коррозии.
Полная деионизация воды является одним из методов, при котором отсутствие ионов и обеспечение крайне низкой проводимости воды позволяет предотвратить коррозию. Ионообменные фильтры смешанного действия обеспечивают определенные преимущества при реализации подобных систем обессоливания.
Недавно разработанная готовая ионообменная смесь со значительным избытком анионообменной смолы с высокой степенью конверсии в ОН форму, а также специальная газонепроницаемая упаковка обеспечивают высокую обменную емкость и в равной мере высокую эффективность. Это гарантирует надежную защиту металлических частей отопительной системы от кислотно-коррозионных процессов, обеспечивая электропроводность среды не выше 100 µСм/см.
Использованная литература
1. M. Hannemann, TGA-Fachplaner 2010 (3), 48-53.
2. D. Ende, SBZ – Sanitär Heizung Klima 2008 (9) 50-53.
3. A. Kämpf, IKZ-Fachplaner 2006, 12-15.
4. Руководство VDI 2035, часть 1, Предотвращение повреждений систем отопления – Образование накипи в домашних системах горячего водоснабжения и системах водяного отопления, VDI-Verlag, Düsseldorf 2005, p.
5. Руководство VDI 2035, часть 2, Предотвращение повреждений систем отопления – Внутренняя коррозия поверхностей нагрева, VDI-Verlag, Düsseldorf 2009, p. 9, 12.
Статья из журнала "Аква-Терм", № 3/2018. Рубрика "Водоснабжение и водоподготовка"